
「グラスつくろう.com」クオリティの秘密
その1.データから「版」を作る。

お客様からのデータはaiやpdfで送られてきます。
これを専用のフィルムにしてくれるところに送ります…

ポジフィルムになって戻ってきます。これを使って製版します。
フィルムにする前の段階で、プリントできる位置のご提案や、線が細すぎてプリントに不向きだから再加工など、いろんな判断がなされます。
再現可能寸法の確認や、大きさ位置のチェックは重要なので、かなり気を使う仕事です。
その2.「枠」を選ぶ。

版の元になる絵をフィルムにしたら、次は版を作る工程です。
プリントするグラスの形状や、プリントするデザインの違いや大きさなどによって枠の大きさ、形状、素材は様々です。
そのなかから最適なものを選んで製版します。

弊社では、上の写真のように木製の枠を多く使いますが、ガラスの形状や、デザインによって画像のような金属の枠を選ぶこともあります。
こういう形のものは、版自体の動かし方も違います。
版は通常真横にスライドさせることが多いのですが、これは特殊な動かし方をします。
その3.最適なスクリーンを選ぶ。

枠に貼り付けるスクリーンの一部です。
かつてはシルクで作られていたため、こういった版を用いて作業をする印刷をシルクスクリーン印刷というのです。
現在は、ナイロンやステンレスを布状にしたものを使用しています。
目が粗いものから細かいものを用途によって使い分けがされます。
プリントするデザインの細かさ、使うインクの種類、使用するガラスの形状、様等の条件から最適な素材を選んで版を作成しています。
後で実際の印刷工程の話になったときに出てきますが、金属製のメッシュは特殊な使い方と特殊なインクを使用します。
因みにメッシュに使われている糸の線径はμm単位です。
その4.枠にメッシュを張り付ける。

前述の木枠にメッシュを張るとこの写真のようになります。
たるみなくピンと貼ることが重要で、たるみがあると印刷不良の原因になります。
その4.秘密の液体を塗る。

枠にスクリーンを張ったら、次はこの液体を塗ります。
綺麗な印刷をするためには、この液体を均一に塗ることが重要です。
この液体は一体なんなのかって?
それは企業秘密♪
秘密の緑の液体です。

液体を塗って、しばらく乾かすと写真のような状態になります。
そして次の工程へ。
緑の薬品が乾いたら

緑の薬品を塗ったものではありませんが、このように感光させるための機械にセットします。

版の下には最初のほうでデータを出力したものから作ったフィルムがセットされています。

上記のものをセットしたらカバーをして機械のガラス面に版とフィルムを密着させて感光させます。
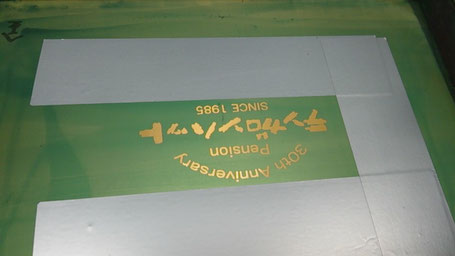
版が出来上がったら

出来上がった版の黄色い部分がフィルムの色が黒だったところです。
そこだけインクが通るようになっています。
今までの、お客様ご依頼の商品を作ったときの版を例にとって、これから実際に印刷する工程をご説明します。
いよいよプリント
こちらが実際に機械に版をセットしてあり状態です。
図柄の黄色い部分をインクが通り、それ以外はインクが通りません。
その他、デザインの細かさによっても手法を変えていますが、こちらのほうは企業秘密です。

先程の版の上にインクが乗りました。
このインク、今は黒い色に見えますが、実は焼き付けると金色になります。本物の金を使っています。同じ金色を出すためのインクでも、インクを作る会社によって微妙に色が違います。また、このように粘性が高く見えるものと、さらさらの水っぽいものがあります。加工の用途によって使い分けをしています。
https://www.youtube.com/watch?v=huHE-TLQCKs
上記のインクを機械で刷ります。
版の下にはグラスがセットされていて、版の移動によりグラスが回転して印刷されるのがダイレクトプリントの特性です。
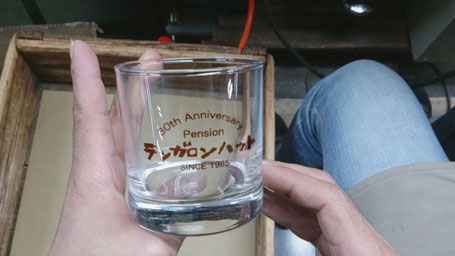
刷り上ったグラスには、先程のインクが、版の抜けの部分だけ通過してグラスにプリントされています。
刷りたてのインクは焼成炉で高温焼付けされる前は、指で触るととれてしまいます。ここからの扱いも作業者は取り扱い注意です。
今この写真で使ったインクは前述したように金ですが、焼成前は、このように半透明の茶色のような色です。
焼成炉
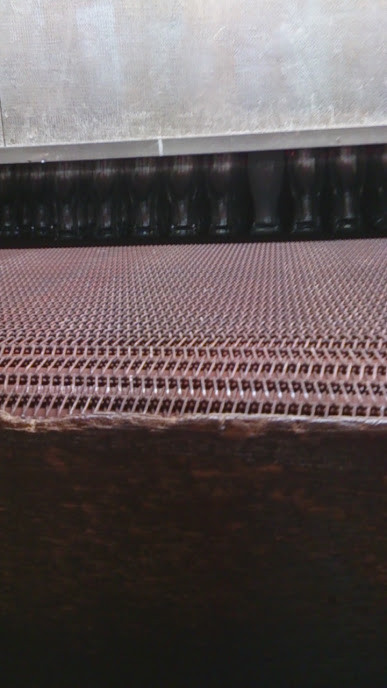
印刷済のグラスに熱を加え、焼き付けプリントを完成させる装置が焼成炉です。
建物の一部となっている作りのため、全体を写真に収めるのは難しいので、今回は入り口部分を写真にとってみました。
グラスがコンベアでゆっくりゆっくり運ばれ、高温部を通過することで焼き付けプリントが完成します。
その後、高温のグラスは温度を下げながら出口に向かい、手袋をして触れる程度の温度になって出てきます。
印刷・転写貼りと同じく、焼成作業も注意力が必要な工程の一つです。
この写真は焼成炉の入り口です。

そしてこちらが焼成炉の出口です。
出てきている品物はプリント部がガラスにしっかり焼きついています。
高温で焼き付けるため出てきてすぐの品物は熱い場合もあり、作業をする人は軍手着用して作業します。
焼成炉から出てきた品物は、検品しながら直接箱に詰められることもあれば、一度外に出してから別作業と合わせて箱詰する場合もあります。
不思議な道具 その1


この、一見用途不明の金属製の物体、その辺にあったら捨ててしまいそうですが、実は便利で大事な道具の一つです。
直径10ミリほどの細長いビンにプリント加工する場合、印刷した後に立てて置こうとすると倒れてしまいます。
立てて置けても倒れ易く作業に支障があります。
そのような時に活躍するのが、この「針山」です。
こちらの写真でわかるように、たくさんの金属の棒が等間隔に立っています。
これに印刷後の瓶を逆さに刺していくのです。
それをこの道具ごと焼成して完成です。
「困った」から作られた不思議な道具。これも長年加工業をやってきた財産の一つです。
不思議な道具 その2

今度は金属ではありません。でも不思議な形ですよね。
これも焼成の時に使う道具の一つです。
どのように使うか、あまり想像できないかもしれませんが、ガラスの食器や花生けなどの雑貨の中には、転がりやすい形状のものがあります。焼成炉の中というのは、コンベアで一定の速度で動いています。動いているところにのせて転がってしまったら…困るのです。
そう、これはそういった転がりやすい形状のガラスを転がらないようにするための支えのような役割をします。
それほど頻繁に活用する訳ではありませんが、焼成になくてはならない道具の一つです。
焼成炉の周辺の工夫

焼成炉内の温度は600℃前後まで上がります。
オーブンの標準温度の3倍位です。
グラス類はゆっくりベルトコンベアが進んで行き、一番温度の高いところを通ってガラスに印刷したインクが焼き付けられます。
その後、徐々に温度が下がりながら出口に向かっていきます。
炉周囲の壁面は分厚い断熱材で覆われて極力外に熱を逃がさないようにしていますが、やはり炉の入り口と出口かなり暑いです。
冬場はいいとしても夏場の炉の出口の作業というのは、ちょっと窓を開けたり、扇風機をまわしたりするだけでは、厳しすぎます。
もちろん工場全体にも空調は入っているのですが、それだけでは不十分です。
そこで、作業する人の真上からのスポット冷房を設置しています。
この銀色のダクトがそれです。
暑くなると集中力を欠き、事故のもとになります。そういった観点からも、実は大切な炉周辺の設備の一つなのです。
ガラスプリント用インク

ガラスプリントに使用するインクについてです。
印刷の項目では、出来上がると金色になるプリントをご紹介しました。
ガラス用のインクには幾つか種類があります。
プリントするガラスの材質によって選ばれます。
これを間違えると様々な問題が発生します。
クリスタルグラスなど、鉛の含有率が高いグラスは焼成の温度が高くなるとガラスが変形してしまうため低めの温度で焼成します。
その場合、低めの温度でもきちんとプリント出来るインクを選択して印刷します。
また、ガラス以外の製品にプリントすることもあり、高温に耐えられない材質のものにも対応できるインクもございます。
通常、ガラスプリント用のセラミックインクを使った加工(弊社で最も行われているプリント)ではそういったことは起こりません。
ただし、金やプラチナでのプリントは、本物の金がグラスにプリントされているため、食器洗浄機で洗浄するとプリントが剥がれてしまうという特性があります。
金・プラチナでプリント加工した品物は食洗器使用不可となっております。

プリント用インクには左の写真のように固形状になっているものもあります。
こちらは常にペースト状のインクと違い、常温で固形、温めるとペースト状になります。
印刷直後に固まりますので、主に大量にプリントする場合や、細かい絵柄や文字を出さなければならない、通常のインクでは出にくい場合に使うものです。
このように使用するグラスの材質、形状、プリントの絵柄の細かさ、数量の違いなどにより、版下作成の段階から版作り、プリント方法の選択やインク選び、焼成作業に至るまで、常に適切な選択をしながらプリント作業をしています。
ダイレクトプリントできない場所はどうするのか。

お客様ご要望のプリント内容がダイレクトプリントが出来ない場所の場合もあります。
そういった場合、転写プリントという加工法をもちいます。
転写プリントとは、ダイレクトプリントと同じ種類のインクを使い、スクリーン印刷で紙に印刷し、カバーコートという特殊フィルムを張り付けた転写紙をグラスに貼り付けるプリント方法です。
水に入れると台紙からはがれるようになっていて、フィルム状になった絵柄をガラスに密着させます。
ダイレクトプリントと同じインクを使っていますので、仕上がりは同じ性質も頑丈な焼き付けプリントになります。
いろいろな場所へのプリント例 ~底面へのプリント~

ワイングラスの台座裏への印刷作業の様子です。
ロックグラスも同様の作業をします。
裏側に印刷するので、上から見て文字が読めるように、図柄は裏返しになっています。

左の写真のように、グラスを手で固定し、上から版を合わせます。
版には印刷が同じ位置になる仕掛けがしてあります。
版の上にインクを乗せてゴムのヘラで刷ります。
こちらがシルクスクリーン印刷の分かりやすい作業例です。

版を印刷面に合わせ、右手に持ったゴムべラで実際にプリントしているところです。
機械刷りとはまた違った難しさがあります。
スタッフはこういったいろいろな技術を一つ一つ習得し、研鑽し、クオリティ向上に常に努めています。
いろいろな大きさの製品へのプリント

ここまでは通常のグラスへの印刷の様子をご紹介しました。
大きなガラス製品に対する印刷はどうするのかをご紹介いたします。
機械にセットして印刷するという点では基本的に大きなものも小さなものも一緒です。
しかしながら、大きな製品用の注意点がいくつかあります。
大きい品物は大きいプリント面であることが多く、大きな面に対して均等な力のかけ方が必要になります。
面積が大きいとズレなども目立ちますので、より緻密な調整が必要となります。
大きいものでカーブがついているものに関しては、更に難しい調整が必要となります。
プリント以外の加工「天金・天P加工」

グラスの口部分の天辺だけに、金やプラチナをを施す加工です。
写真の褐色の部分が、焼成後は綺麗な金色や銀色(プラチナ)になります。
専用の道具での手作業です。
一見簡単そうですが、天部分のみに色を均等に塗るのは技術が必要です。
横や内側にはみ出さないことは勿論、太さも一定していなければなりません。

左の絵の作業が終わって焼成前の状態です。口部分の天辺だけに色がのっているのがお分かりいただけますでしょうか。これと似たような加工で口金というのがあります。それはグラスの外側まで口部から何ミリという指定のもとに、ロクロでの作業になります。焼成が終わった段階で見ると、口部に金属がかぶさっているようなイメージになります。そのうちご紹介します。
会社はどういう姿勢で仕事をしているのか

会社の中にはこういった標語のようなものが、数箇所に貼ってあります。
これは経営理念というもので、会社として、どんな態度で仕事をしていくのか、会社としての目標はなんなのか、を言語化したものです。
良い物を作るにはどうしたらいいのか、常に工夫し改善し技術を上げ、効率よくしていくなど、個々人が考えて実行していった結果、より良いクオリティのものをたくさんの人の手元に届けることが出来るわけです。
現場の職人はじめ経営陣など、会社に関わる全てのセクションの人間が、この経営理念に基づき、日々研鑽を続けています。
これもグラス作ろう.comのクオリティの秘密です。
グラスプリントの周辺の作業

通常、グラスはダンボール箱に入って運ばれてきて、加工が済むとまた、ダンボール箱に入れられて出荷されていきます。
ところが実際のプリント作業というのは、ダンボール箱から直接出してやっていると非常に効率が悪かったり、場所ふさぎだったりします。
そこで登場するのが番重です。番重にダンボール箱から出したグラス類を作業しやすいように並べ、効率化をはかっているのです。
この番重というもの、グラス作ろう.comの工場では木製のものを使っています。番重の縦横の大きさは一緒ですが、深さは数種類あり、作業内容、品物の種類などによって最適な深さのものを使用します。テープで色分けしてあるので、一目瞭然で深さが分かる工夫がされています。
番重の素材は他にもあります。例えば食品工場ではプラスチック製のものが多く使われているようですし、ステンレスやアルミを使う業種もあります。

上の写真よりも浅い番重です。
上手く使い分けないと、場所を無駄に使うことになり、作業効率が落ちるので、どういう場合にどれを使うのかは、皆が的確に判断しています。

ダンボール箱から番重に品物を出した状態です。これはまだ加工前。
プリント加工して、焼成前も別の番重に並べておきます。
番重に入れる数はアイテムによって決まっているので、数を数えるにも便利です。
梱包作業

通常、外カートンの中に内カートンが入って品物が運ばれることが多いのですが、ごく稀に六個入れの箱を紐で縛って出荷という場合があります。
紐で何かを縛るのは、よく古新聞などを回収に出すときにやりますが、縛ったものがずれないようにしっかり縛るのは、あまり教えてもらったことがない人が多いようです。
会社に入って来る新人さんたちは、ほとんどがきちんとした縛り方を知りません。きっちり縛れるようになるのも技術の一つですから、先輩に習いつつ紐と格闘し、やっと普通に縛れるようになります。プリントと直接関係のない、こういった周辺作業も、プリントが出来上がったものを破損のないように運搬するための大事なものなのです。
歪対策

ガラスにはもともと歪が入っているものもありますが、焼成によって歪が発生してしまう場合があります。歪があると後々破損しやすくなったりする危険があるため、グラス作ろう.comの工場では、通常では見えないガラスの歪の状態を検査器で確認しています。歪が出ているようなら、それを減らす工程を加え、後々のトラブルがないようにしています。これはユーザー様に言われたからではなく、自主的に検査しています。検査データもお見せします。

以前はもっと分かりにくい検査器を使っていたのですが、お客様にも目で見て理解していただきやすい機種に変更しました。
次回、この検査器で計測した画像をアップします。

こちらが、歪検査器で見た、歪のあるガラスの状態です。それを写真にとってのせています。

こちらが歪のないガラスの状態の写真です。
左の写真は中心部にいろんな色が存在します。それに対して右の写真は中央部にある色数が少ない。ほとんど1色といってもいいくらいです。
これが歪のない状態を表しています。
必要な道具

職人一人ひとりは、幾つもの道具を揃えて持っています。そのなかでも重要なものを少し紹介します。こちらはノギス。スケールの一種です。使ったことのない人にはあまり馴染みがないかもしれませんが、これ一個でいろんな場所の計測が出来るのです。プリントは大抵、プリント位置の指定がありますので、それをしっかり計るのもこの道具。グラス類の直径など計るのにも便利です。

一般的なスケールです。これは職人さんだけでなく、事務系のスタッフも持ちます。

スパナ類です。機械の調整に使います。ドライバーも持ったことなかったスタッフが、今ではあらゆる道具を使いこなし、機械の調整をしています。こういった工具に触れたこともないような人には、少し敷居が高いかもしれませんが、やる気とセンスがあれば、技術は身につけられるものです。

いろんな大きさの六角レンジです。これも機械の調整用です。ここに出したサイズはごく一部です。いろんな大きさのものを適宜使いこなし、作業しています。

今までの何枚かの写真の道具の他にも、様々な道具類がこの道具箱に収められています。一人一人の道具箱には、同じようなものが入れられているにも関わらず、何故か個性のようなものがあり、面白いです。